|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||
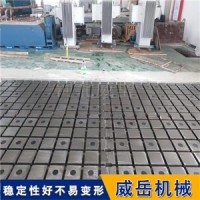
鑄鐵焊接平臺在生產時應該注意
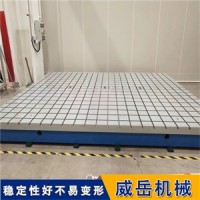
1、鑄鐵焊接平臺工作面不得有嚴重影響外觀和使用的砂孔、氣孔、裂紋、縮松、劃痕、碰傷、銹點等缺陷。
2、鑄鐵焊接平臺的表面應清除型砂且平整,涂漆牢固。
3、精度等級為0級-3級的鑄鐵焊接平臺工作面上,直徑小于15mm的砂孔允許用相同材料堵塞,其硬度應小于周圍材料的硬度。工作面堵塞的砂孔應不多于4個,且砂孔之間的間距應不小于80mm。
4、鑄鐵焊接平臺應采用 細密的灰口鑄鐵或合金等材料制造,其工作面硬度應達到170-220HB。
5、鑄鐵焊接平臺工作面通常應采用刮削工藝。對采用刮削加工的3級鑄鐵焊接平臺工作面,其表面粗糙度Ra的 大允許值為5um。
6、采用刮削工藝應進行涂色對研檢驗。對研后顯示的接觸點面積的比率見表3的規定:或者按25mm×25mm正方形面積的接觸點數見表3的規定,且任意25mm×25mm中的接觸點數之間應不大于5點。
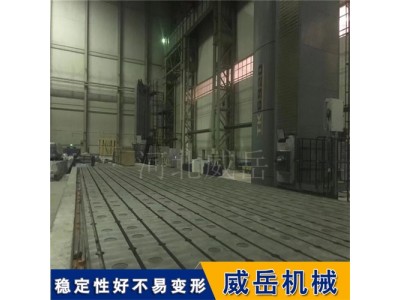
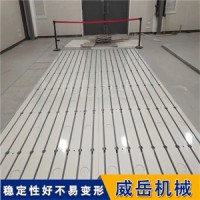
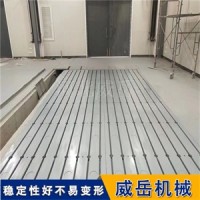
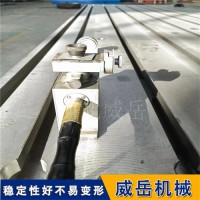
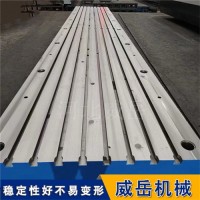
鑄鐵焊接平臺主要用于裝配、調試機械設備的鑄鐵平臺量具,鑄鐵焊接平臺和劃線平臺一樣嚴格執行國家相關行業標準,使用高強度鑄鐵鑄造,不僅精度穩定,而且堅固耐用。
鑄鐵焊接平臺一般用于檢驗工件, 零件的劃線,研磨,加工的技術和標記,檢驗,測量,檢測,焊接,裝配和使用。 劃線平臺的優點是解決生產,運輸等問題,特別是是在動態測試等方面的需求大平板,劃線平臺能夠承受縱向和橫向的的扭矩可以起到分解。
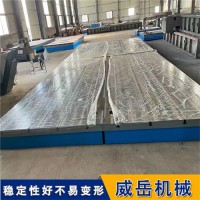
鑄鐵焊接平臺生產工藝:
1、鑄鐵焊接平臺毛坯:按技術要求制圖紙、按圖紙制作模型、配料、造型、烘干、澆鑄、落沙、清理、檢驗毛坯的各部位;熱處理毛坯,時效處理,其目的是降低鑄件內部的應力,避免機械加工后的變形。
2、鑄鐵焊接平臺機械加工:外觀檢驗并劃線、加工、檢驗。
3、鑄鐵焊接平臺工件調平、人工刮研、檢驗科檢驗。
4、鑄鐵焊接平臺的外觀處理、噴漆、包裝、入庫。
官方網址:http://www.chinaweiyue.com/
聯系人 銷售部經理 高女士13231722614 竭誠為您服務!