
|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||
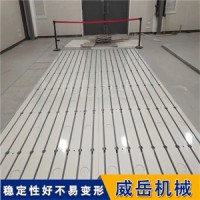
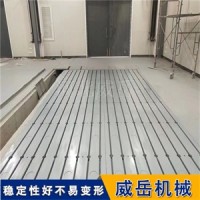
鑄鐵焊接平臺(tái)生產(chǎn)工藝:
1、鑄鐵焊接平臺(tái)毛坯:按技術(shù)要求制圖紙、按圖紙制作模型、配料、造型、烘干、澆鑄、落沙、清理、檢驗(yàn)毛坯的各部位;熱處理毛坯,時(shí)效處理,其目的是降低鑄件內(nèi)部的應(yīng)力,避免機(jī)械加工后的變形。
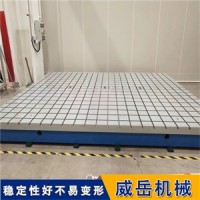
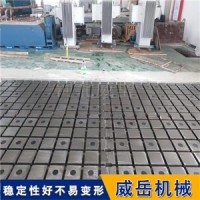
2、鑄鐵焊接平臺(tái)機(jī)械加工:外觀檢驗(yàn)并劃線、加工、檢驗(yàn)。
3、鑄鐵焊接平臺(tái)工件調(diào)平、人工刮研、檢驗(yàn)科檢驗(yàn)。
4、鑄鐵焊接平臺(tái)的外觀處理、噴漆、包裝、入庫。
鑄鐵焊接平臺(tái)使用方法:
1、鑄鐵焊接平臺(tái)在使用時(shí)要先進(jìn)行安裝調(diào)試。然后才可以使用。在沒有安裝調(diào)試合格的鑄鐵焊接平臺(tái)上工作是沒有意義的工作,非人員的安裝調(diào)試鑄鐵焊接平臺(tái)是違規(guī)的操作,有可能損壞鑄鐵焊接平臺(tái)的結(jié)構(gòu),甚至?xí)斐蓜澗€平臺(tái)變形,使之損壞,無法使用。所以使用前,我們要有的工作人員進(jìn)行劃線平臺(tái)的安裝調(diào)試,非人員的安裝調(diào)試是違規(guī)的操作,要不可以采用。
2、鑄鐵焊接平臺(tái)在安裝調(diào)試后,把鑄鐵焊接平臺(tái)的工作面擦拭干凈,在確認(rèn)沒有問題的情況下使用,使用過程中,要注意避免工件和鑄鐵焊接平臺(tái)的工作面有過激的碰撞,避免損壞鑄鐵焊接平臺(tái)的工作面,工件的重量更不可以超過鑄鐵焊接平臺(tái)的額定載荷,否則會(huì)造成工作質(zhì)量降低,還有可能損壞鑄鐵平板的結(jié)構(gòu),甚至?xí)斐设T鐵平板變形,使之損壞,無法使用。
很多人可能看到這里就會(huì)擔(dān)心,鑄鐵焊接平臺(tái)內(nèi)應(yīng)力會(huì)導(dǎo)致鑄鐵焊接平臺(tái)變形,那應(yīng)該怎么辦?其實(shí)大家不用擔(dān)心,俗話說的好,上有政策,下有對(duì)策.如何減小,避免內(nèi)應(yīng)力的產(chǎn)生,下面詳細(xì)的講一下具體的方法。
減小內(nèi)應(yīng)力是解決鑄鐵焊接平臺(tái)變形的關(guān)鍵,為什么這樣說呢?因?yàn)殍T造時(shí)鑄件產(chǎn)生的內(nèi)應(yīng)力是導(dǎo)致鑄鐵焊接平臺(tái)變形的頭號(hào)元兇,發(fā)生變形后可能使鑄件報(bào)廢,不僅損耗成本,還延誤工期,所以說鑄造時(shí)減小鑄件內(nèi)應(yīng)力是非常關(guān)鍵的。
1、合理的設(shè)計(jì)鑄件的結(jié)構(gòu)
鑄件的形狀越復(fù)雜,各部分壁厚相差越大,冷卻時(shí)溫度越不均勻,鑄造應(yīng)力越大。因此,在設(shè)計(jì)鑄件時(shí)應(yīng)盡量使鑄件形狀簡單、對(duì)稱、壁厚均勻。
2、采用同時(shí)凝固的工藝
所謂同時(shí)凝固是指采取一些工藝措施,使鑄件各部分溫差很小,幾乎同時(shí)進(jìn)行凝固。因各部分溫差小,不易產(chǎn)生熱應(yīng)力和熱烈,鑄件變形小。設(shè)法改善鑄型、型芯的退讓性,合理設(shè)置澆冒口等。同時(shí)凝固的示意圖,該工藝是在工件厚壁處加冷鐵,冒口設(shè)薄壁處。
3、時(shí)效處理是消除鑄造應(yīng)力的有效措施
時(shí)效分自然時(shí)效、熱時(shí)效和共振時(shí)效等。所謂自然時(shí)效,是將鑄件置于露天場地半年以上,讓其內(nèi)應(yīng)力消除。熱時(shí)效(人工時(shí)效)又稱去應(yīng)力退火,是將鑄件加熱到550-650度,保溫2-4h,隨爐冷卻至150-200T,然后出爐。共振法是將鑄件在其共振頻率下震動(dòng)10-60ndn,以消除鑄件中的殘留應(yīng)力。
官方網(wǎng)址:http://www.chinaweiyue.com/
聯(lián)系人 銷售部經(jīng)理 高女士13231722614 竭誠為您服務(wù)!
|
|

|
|
|
|
|
|






擊交談/留言")


